راهنمای جامع ریسندگی الیاف کوتاه (از پنبه تا نخ نهایی)

مقدمه
ریسندگی الیاف کوتاه یکی از مهمترین فرآیندهای صنعت نساجی است که در آن الیاف طبیعی یا مصنوعی به نخ تبدیل میشوند. این فرآیند پایه تولید پارچه و بسیاری از محصولات نساجی است. در این مقاله، به صورت کامل و مرحلهبهمرحله با فرآیند ریسندگی آشنا میشوید.
الیاف کوتاه چیست؟
الیاف کوتاه (Short Staple Fibers) به الیافی گفته میشود که طول آنها معمولاً کمتر از ۵۰ میلیمتر است. این الیاف در مقابل الیاف بلند (Filament) قرار میگیرند.
انواع الیاف کوتاه
-
پنبه (Cotton)
-
پلیاستر (Polyester Staple Fiber)
-
ویسکوز (Viscose)
-
اکریلیک (Acrylic)
ویژگیهای مهم الیاف کوتاه
-
طول الیاف
-
نرمی و ظرافت
-
استحکام
-
یکنواختی
مراحل ریسندگی الیاف کوتاه
فرآیند ریسندگی شامل چندین مرحله است که هر کدام نقش مهمی در کیفیت نخ نهایی دارند.
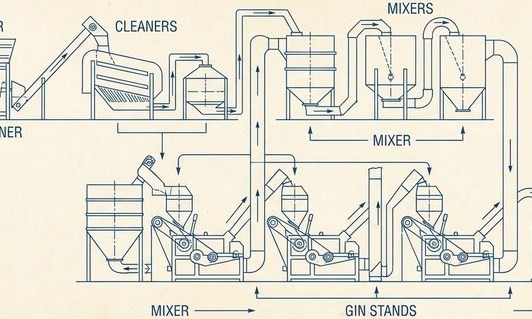
۱. حلاجی (Blow Room)

در این مرحله، الیاف باز شده و ناخالصیهای اولیه حذف میشوند.
وظایف:
-
باز کردن توده الیاف
-
حذف گرد و غبار
-
مخلوط کردن الیاف
👉 جزییات بیشتر در مقاله “حلاجی چیست؟”
۲. کاردینگ (Carding)

یکی از مهمترین مراحل ریسندگی است.
کاربرد:
-
موازیسازی الیاف
-
حذف نپها (گرهها)
-
تولید فتیله اولیه (Sliver)
👉 کیفیت کاردینگ تاثیر مستقیم بر کیفیت نخ دارد.
۳. کشش (Draw Frame)

در این مرحله، چند فتیله با هم ترکیب شده و یکنواختتر میشوند.
مزایا:
-
افزایش یکنواختی
-
کاهش ناهماهنگی
-
تنظیم ضخامت
۴. نیمچه نخ (Roving)
در این بخش، فتیله نازکتر شده و مقدار کمی تاب دریافت میکند.
۵. ریسندگی نهایی (Spinning)
در این مرحله، نیمجه نخ با کشش و تاب ، به نخ تبدیل میشود.
انواع روشهای ریسندگی:
🔹 رینگ اسپینینگ (Ring Spinning)
-
رایجترین روش
-
کیفیت بالا
-
مناسب برای نخهای ظریف
🔹 اپناند (Open-End Spinning)
-
سرعت بالا
-
هزینه کمتر
-
مناسب برای نخهای ضخیم
ماشینآلات ریسندگی
هر مرحله از فرآیند ریسندگی دارای ماشینآلات خاص خود است.
مهمترین ماشینها:
-
Blow Room Line
-
Carding Machine
-
Draw Frame
-
Simplex Machine
-
Ring Frame
-
Open-End Machine
کنترل کیفیت در ریسندگی
کیفیت نخ تولیدی به عوامل زیادی بستگی دارد.
پارامترهای مهم:
-
یکنواختی نخ (Evenness)
-
استحکام (Strength)
-
درصد کشیدگی (Elongation)
-
ضخامت یا نمره نخ (Count)
دستگاههای تست:
-
Uster Tester
-
Tensile Tester
مشکلات رایج در ریسندگی
در فرآیند ریسندگی، مشکلات مختلفی ممکن است رخ دهد.
رایجترین مشکلات:
-
ناپیوستگی نخ
-
پرزدهی بالا
-
ضعف استحکام
-
ایجاد گره (Neps)
راهحلها:
-
تنظیم ماشینآلات
-
کنترل کیفیت مواد اولیه
-
نگهداری صحیح تجهیزات
بهینهسازی فرآیند ریسندگی
برای افزایش بهرهوری و کاهش هزینهها:
راهکارها:
-
استفاده از اتوماسیون
-
کاهش ضایعات
-
بهبود تنظیمات ماشین
-
آموزش نیروی انسانی
نتیجهگیری
ریسندگی الیاف کوتاه یک فرآیند پیچیده و چندمرحلهای است که نیاز به دانش فنی و تجهیزات پیشرفته دارد. درک صحیح مراحل، کنترل کیفیت و استفاده از تکنولوژیهای جدید میتواند باعث افزایش بهرهوری و تولید نخ با کیفیت بالا شود.